A perfect win-win relationship
Hermle relies on drive technology from STOBER for automation solutions.
In order to further advance automation, Hermle AG developed the HS flex handling system. The new heavy-duty version, HS flex heavy, loads machines with palletized components weighing up to 1,200 kilograms fully automatically. For the lifting, rotating and travel movements of both handling systems, Hermle relies on a complete solution consisting of a rack and pinion drive, planetary gearbox and servo motor from STOBER. It’s a win-win situation for both companies, since the drive specialist itself manufactures on Hermle machines.
Pforzheim, Germany, 2023-06-20 – Reducing non-productive times and increasing production times, the HS flex handling system is an efficient and flexible automation solution developed by Hermle AG, headquartered in Gosheim in the Tuttlingen district of Baden-Wuerttemberg. The company is one of the leading machine manufacturers of custom portal milling, tooling and CNC machines.
The concept is that workers clamp components and blanks to be processed onto pallets and store them in the storage module, which is a kind of shelf. This is possible at the same time as production. The handling system loads and unloads the machining center independently. The machine can thus work continuously, even overnight and on weekends. Pallet handling makes it easy to automate the processing of different component geometries and sizes without robots. Hermle machining centers are thus an economical entry point into automation for operating companies.
While the standard version transports different pallets weighing up to 450 kilograms (including component) between the setup station, storage modules and the working area of the machining center, the HS flex heavy can handle double this weight. The tower, which moves the workpieces inside the cell, can perform rotary, lifting and travel movements. “These have to be fast, dynamic and precise,” says Johannes Berg, Head of the South-West Sales Center at STOBER. The drive specialist from Pforzheim has been working with the machine builder for many years, supplying precision drives for machining centers and, since 2016, also for automation systems.
“In the standard version of the HS flex, we use our ZV series helical-geared rack and pinion drives for all three movements. These are based on case-hardened, smoothed pinions with high gearing quality and precisely matched gear racks,” says the STOBER expert.
More compact and lightweight construction with direct attachment
STOBER combines these rack and pinion drives with its new generation of planetary servo geared motors. Berg says, “We have significantly reduced the overall lengths of the gearboxes. And for high flexibility, we can directly attach all STOBER motors, such as EZ synchronous servo motors, in any desired size without adapters.” This series is extremely space-saving, lightweight and has a high power density. Because the adapter is omitted, the overall solution is even more compact. In addition, there is no need for separate assembly of the motor and gearbox. The user receives a drive unit that is ready for use.
“The small installation space was one of the major design challenges,” recalls expert Berg. “The installation situation for the servo drives is very tight due to the compact machine design. Therefore, assembling the drives was also a real challenge for the STOBER technicians.”
But especially due to the design of the space-saving 3rd generation planetary gearboxes from STOBER, everything is now more open and accessible for the worker. Eliminating the adapter has an extremely positive effect on the mass moment of inertia. As a result, the full dynamics of the drive can be used. This is a real added value that is reflected in shorter cycle times and improved energy efficiency, especially for small and medium sizes.
Reinforced lift drive required
Berg says, “Since the HS heavy flex can pick up components weighing up to 1,200 kilograms, we had to design the lift drive to be stronger. This led to choosing the ZTR series of rack and pinion drives.” This design, with a screwed-on pinion on the flange shaft of the planetary gearbox, offers high linear rigidity at high feed forces. “Hermle had already planned to use a motor for this motion that is not from our range,” says Berg. “We can also use variable adapters to combine our planetary gearboxes with all third-party motors in any size.”
Trouble-free operation and the issue of safety, such as during maintenance, are very important for Hermle. For example, the HS flex makes it safe for people to stay in the workspace during setup. For this, the drive axes must be put in a safe state. If heavy loads are suspended from vertical axes, gravity can cause them to fall, endangering personnel. To prevent this, the vertical axes are secured by brakes.
These must also function reliably in the event of a power failure. “From the very beginning, the holding brake was the focus of the safety requirements,” describes the STOBER expert. Because of the system, the braking effect changes during the operating time. For this reason, the condition of the brakes must be reliably monitored and regularly checked – usually as soon as the system is switched on.
STOBER supplied high-performance brakes with a narrow tolerance field for this purpose. The safety functions of the deployed HEIDENHAIN controller take care of regular monitoring and any necessary calibration.
Perfect cooperation – as a partner and customer
“We were involved in the project configuration right from the start,” says Michael Dietmann, HS flex project manager at Hermle. For many years, STOBER has relied on the SERVOsoft® engineering software during design. Using this software, engineers can record Hermle’s requirements in detail using defined motion profiles and a load matrix. This means that drive design can be reliable and to the point, without needing to take possible reserves into account. The documentation of the drive calculation is particularly important. The facts are fixed, which enables significantly improved communication between the two partners.
In the end, commissioning took place without any problems and was completed in a short time. “Working together was also very harmonious and we were always in close coordination with each other,” Johannes Berg sums up. “Very similar to how we do it, Hermle also used a different expert for each project module. In the end, we all came together to create a unified image.”
Ultimately, STOBER also benefits from this approach, and not just as a partner. The drive specialists themselves manufacture using reliable Hermle machines.
Captions:

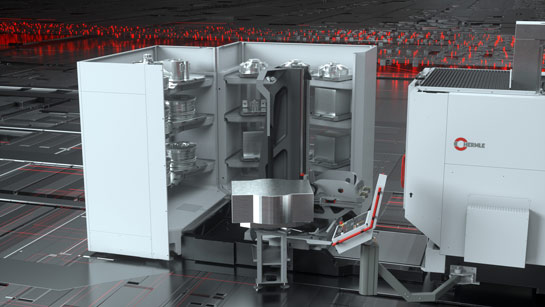

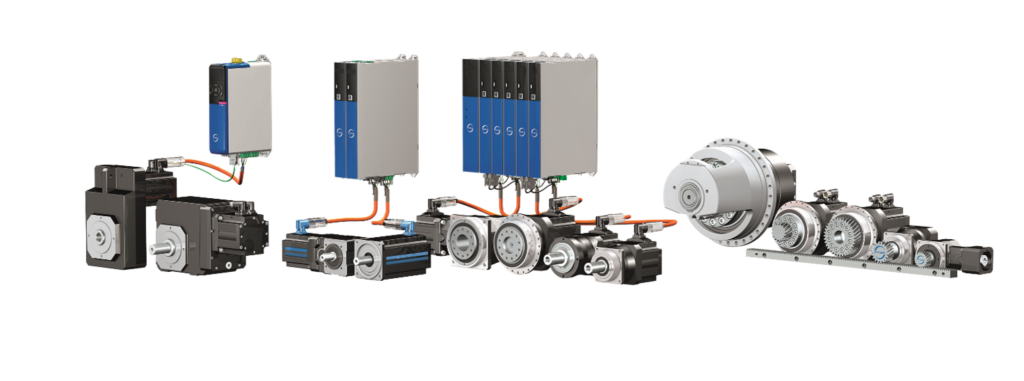

Photo credits: Hermle AG, STÖBER Antriebstechnik GmbH + Co. KG
Media contact, editorial / market overviews:
Please note the new persons responsible for PR & media:
STÖBER Antriebstechnik GmbH + Co. KG
Silvia Feder
Kieselbronner Str. 12
75177 Pforzheim │ Germany
Fon: +49 7231 582-1660
silvia.feder@stoeber.de
www.stoeber.de
Media:
STÖBER Antriebstechnik GmbH + Co. KG
Solveig Moll
Kieselbronner Str. 12
75177 Pforzheim │ Germany
Fon: +49 7231 582-1183
solveig.moll@stoeber.de
www.stoeber.de
Please send a specimen copy to our agency:
a1kommunikation Schweizer GmbH
Eva Neubert
Project Management│Client Support
Oberdorfstr. 31A
70794 Filderstadt│Germany
Fon: +49 711 945 416-27
eva.neubert@a1kommunikation.de
www.a1kommunikation.de
Contact data for country-specific publication:
Germany:
STÖBER Antriebstechnik GmbH + Co. KG
Kieselbronner Str. 12
75177 Pforzheim
Fon: +49 7231 582-0
sales@stoeber.de
www.stoeber.de
Austria:
STÖBER Antriebstechnik GmbH
Hauptstraße 41a
4663 Laakirchen
Fon: +43 7613 7600-0
sales@stoeber.at
www.stoeber.at