STOBER automatiza la alimentación de imanes para LeanMotor
Calidad que nace en base a calidad.
Basándose en el principio «Bridge the Gap» o salve la brecha, con el LeanMotor STOBER ha lanzado al mercado una solución eficiente energéticamente. En la feria SPS IPC Drives de Núremberg en 2017 se presentó por primera vez el accionamiento sin encoder pero con la misma potencia que se caracteriza por ser definitivamente más ligero y pequeño que un accionamiento asíncrono, pero más rentable y robusto que un servoaccionamiento.
El régimen de revoluciones y el par de giro se pueden controlar de forma continua desde la parada hasta el régimen de revoluciones máximo con control absoluto del par de giro. Con un grado de eficiencia de hasta el 96 %, LeanMotor concuerda con el nivel de eficiencia IE5. Para lograrlo, STOBER ha combinado el accionamiento con los reguladores SC6 y SI6. La divergencia del régimen de revoluciones es inferior al 1% y la precisión de posición de posición de ± 1 grado.
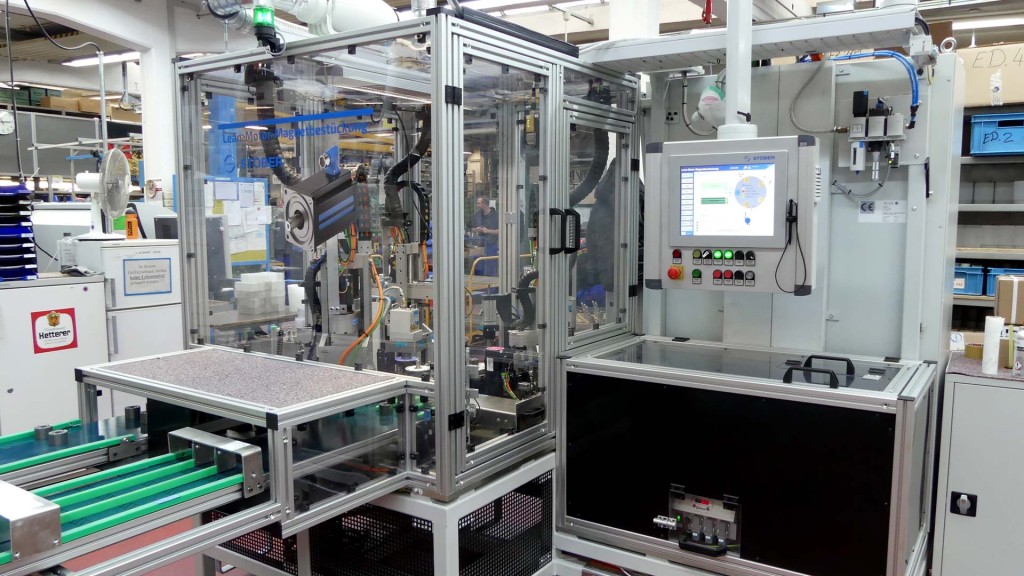
«Para la producción de los discos del nuevo LeanMotor hemos desarrollado una instalación de alimentación totalmente automática, que consta de tres robots Scara y una mesa rotatoria con cinco estaciones para cada una de las etapas de mecanizado», explica Heiko Berner, Gestor de producto de PLCs de STOBER. Él ha sido el responsable de toda la automatización junto con su colega Heiko Bismarck, encargado de la formación y asistencia de productos de STOBER. «Para manejar con seguridad los 16 ejes, utilizamos nuestro regulador de accionamiento alineable SI6 de eje doble», informa Heiko Bismarck. «En el armario de mando se necesita tan solo un ancho de 40,5 centímetros, incluido el módulo de alimentación PS6». En todos los puntos en los que se requieren una elevada precisión y exactitud de repetición, se utilizan reductores planetarios o cónicos. Lo que se aplica, sobre todo, en los ejes de los robots y en la mesa rotatoria. Con el controlador de movimiento MC6 de STOBER se accionan de forma centralizada. Éste resulta apto para el accionamiento isócrono mediante EtherCAT y además asume toda la interfaz hombre-máquina. Todos los cálculos para la planificación de trayectorias y la interpolación de los tres robots también se realizan de forma centralizada. «Hemos mantenido la interfaz lo más sencilla posible para el programador de la aplicación», comenta Heiko Berner. «El programador puede posicionar los robots directamente punto a punto (PtP) y, en caso necesario, utilizar posiciones programadas en la secuencia de programa».
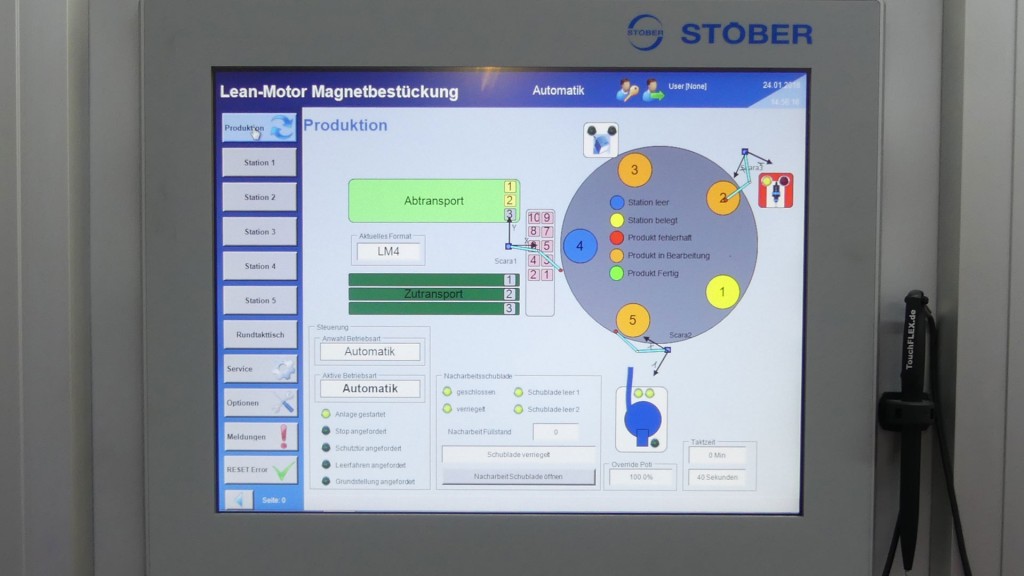
Fácil manejo El usuario puede utilizar la visualización integrada en el sistema directamente en la máquina para manejarla e informarse. También incluye un cambio de idioma así como una administración de usuarios. Ésta permite que el empleado pueda manejar la máquina de conformidad con el usuario, con ajustes adaptados a sus necesidades y pudiendo intervenir en la pantalla táctil integrada.
«Il nostro ambiente di sviluppo AutomationControlSuite AS6 comprende tutte le funzioni di CODESYS V3 per il Motion Control e i controllori logici programmabili» spiega Heiko Bismarck. «Per la creazione del programma abbiamo a disposizione potenti biblioteche Drive&Motion che consentono di supportare l’applicazione limitando notevolmente il lavoro di programmazione.» In numerosi esempi applicativi della versione di prova gratuita di 30 giorni dell’AS6, oltre all’implementazione della gestione dei formati, è anche possibile comprendere la struttura dei menu di comando e dell’ampia gestione degli allarmi. La gestione dei formati in questo impianto viene usata per il cambio rapido del formato dei pezzi circolari. I componenti della macchina sostituibili in funzione del formato possono essere visualizzati sull’unità di comando. La sostituzione deve essere confermata di conseguenza. Nel caso di trasformazioni più ingenti, è possibile riprodurre un video o visualizzare una documentazione PDF sul controllore di movimento.


Uso en la práctica
La máquina consta de cuatro estaciones. En el primero, un robot Scara de 4 ejes coloca la pieza en bruto en un soporte. A continuación, el robot los retira de la mesa giratoria una vez terminados. La carga y descarga de la máquina se realiza a través de dos secciones intermedias formadas por cintas transportadoras. En la siguiente estación, un segundo robot coloca la cantidad correcta de imanes adicionales y los coloca en la estación tres para el siguiente paso de procesamiento. El tercer robot Scara deposita una masa líquida en la estación cuatro. Lo importante aquí es que la cantidad de material y la trayectoria lineal deben armonizar. Sólo así se puede garantizar un resultado óptimo, incluso con discos de diferentes tamaños. Para ello, el sistema realiza una medición automática y corrige la trayectoria en consecuencia. En este caso se traza explícitamente una trayectoria lineal, mientras que en otros puntos de la máquina la planificación de trayectoria calcula de forma independiente la conexión más rápida entre dos puntos en el espacio.