Die volle Kontrolle behalten
Die SOGA Gallenbach GmbH in Pforzheim konstruiert und entwickelt Sondermaschinen.
Dazu gehört auch ein Mehrfach-Schraubautomat für ROMA, einen der führenden Hersteller von Sonnenschutzsystemen, der prozesssicher Profilschienen damit fügt. Dafür lieferte SOGA eine Anlage mit mehreren Montageköpfen. Schraubentiefe und Anschraubmoment werden zuverlässig überwacht. Die erforderliche Antriebstechnik für die Achsen der Köpfe wie Servo-Synchronmotoren, Planeten- und Zahnstangentriebe sowie Antriebsregler kommen von STÖBER.
Im Einsatz ist außerdem der äußerst kompakte und dynamische LeanMotor. Die neue encoderlose STÖBER Motorklasse stellt eine preiswerte und robuste Alternative zum Servomotor dar. Als Partner kümmerte sich STÖBER zudem um die mechanische Auslegung und Dimensionierung.


„Wir bieten unseren Kunden Sonderentwicklungen, die sie sofort nach Lieferung produktiv einsetzen können“, beschreibt Fabian Gallenbach seinen Anspruch. Mit seinen zehn Mitarbeitern konstruiert und entwickelt der Geschäftsführer der SOGA Gallenbach GmbH in Pforzheim Sondermaschinen, Lösungen für den Vorrichtungsbau sowie für den 3D-Druck und vertreibt pneumatische Komponenten. Die Kunden kommen unter anderem aus der Medizin- und aus der Luft- und Raumfahrttechnik – „das sind Branchen mit einem besonderen Anspruch an Präzision“, sagt Gallenbach. Und mit Präzision kennt er sich aus, denn seine Ausbildung absolvierte er bei einem Schweizer Uhrenhersteller. Dort habe er gelernt, einen Mikrometer zu halbieren. Bei der Firmengründung bestand sein Ziel darin, diese erlernte Präzision in den Maschinenbau zu übernehmen. Damit stellt sich das Unternehmen den immer weiter steigenden Anforderungen der Kunden. „Einfache Anfragen bekommen wir so gut wie gar keine mehr“, bemerkt der Geschäftsführer. Bei der Umsetzung der anspruchsvollen Lösungen setzt SOGA Gallenbach auf die Unterstützung ausgewählter Zulieferer, oder besser: auf Partner. Dazu gehört seit Jahren die STÖBER Antriebstechnik GmbH + Co. KG, die ebenfalls in Pforzheim zu Hause ist.
Schrauben ohne Nacharbeit
Mit STÖBER steht SOGA Gallenbach in regelmäßigem Kontakt. Dies erleichtert es bei neuen Projekten, unmittelbar ins Detail gehen zu können. Wurde die passende Motor-Getriebekombination gesucht, haben die Antriebsspezialisten die Maschinenbauer schon oft unterstützt – zum Beispiel bei der Entwicklung eines Mehrfach-Schraubautomaten. Der Kunde: ROMA – ein führender Hersteller von Sonnenschutzsystemen wie Rollladen, Raffstoren und Textilscreens.
Bisher arbeitete der mittelständische Hersteller beim Bohren und Verschrauben von bis zu drei Profilschienen aus Aluminium oder Kunststoff mit einer automatisch verfahrbaren Schraubeinheit mit Schraubenzuführung – ohne überwachende Maßnahmen und Kontrolle. „Gerade bei Alu-Knetlegierungen entstehen durch die Bohrschraube zwischen Schraubkopf und Profilschiene häufig Späne“, erklärt Gallenbach. Auf die Schraube kommt eine Verschlusskappe als Sichtteil. Durch die Späne lässt sich die Kappe nicht sauber aufstecken. Die Mitarbeiter in der Fertigung mussten immer wieder manuell nacharbeiten. Und das wollte ROMA künftig vermeiden.
„Wir haben in den vergangenen 15 Jahren mehr als 50 Schraubautomaten mit Drehmomenten von 0,4 bis 200 Newtonmeter entwickelt“, berichtet Gallenbach. „Damit ermöglichten wir es unseren Kunden, Schrauben zu montieren, ohne dass der Werker manuell nachziehen oder nacharbeiten musste.“ ROMA wollte eine Lösung, die die zu bearbeitenden Profilschienen mit Längen von 710 bis 5.710 Millimetern zudem vorbohrt.
Für zuverlässige Prozesse entwickelte SOGA einen Schraubautomaten, der verschiedene Schraubtiefen und Anschraubmomente überwachen kann. „Speziell für die Kunststoffverschraubung haben wir eine Strategie entwickelt, bei der unser Pneumatikschrauber mit Druckimpulsen arbeitet“, erklärt Gallenbach. Denn Kunststoff erfordert beim Endanzug so gut wie kein höheres Endmoment als während des gesamten Schraubprozesses. Deshalb muss der Automat sensibel arbeiten. Die Ingenieure haben die Anlage zudem mit zwei Schubladen für das Einlegen der Profilschienen ausgestattet. Damit führt die Maschine die Profile getrennt oder synchron der Bearbeitung zu. Eingelegt und gespannt werden die Bauteile manuell.
Für bessere Kontrolle: Die passende Motor-Getriebekombination
Für SOGA Gallenbach war es bei dieser Entwicklung wichtig, mit STÖBER einen kompetenten Partner mit einem lückenlosen Produktprogramm an der Seite zu wissen. „Die Schubladen verfahren über zwei Y-Achsen im Automatikbetrieb“, beschreibt Guido Wittenauer, STÖBER Vertriebsmitarbeiter, der SOGA betreut. Dafür lieferten die Antriebsspezialisten für jede Schublade ein Planetengetriebe der Baureihe PE mit Riemen und Spindeltrieb kombiniert mit einem Synchron-Servomotor EZ.
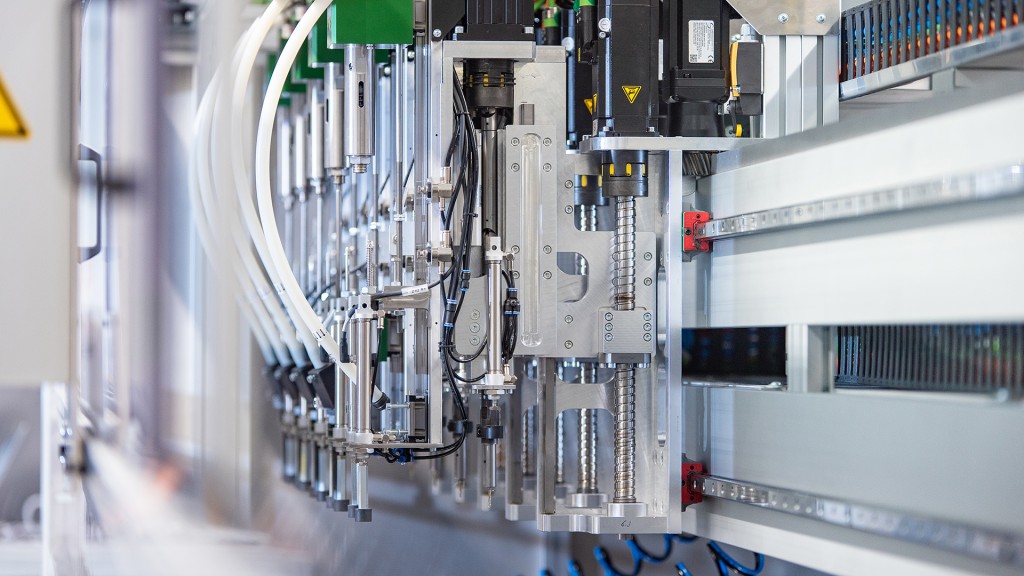
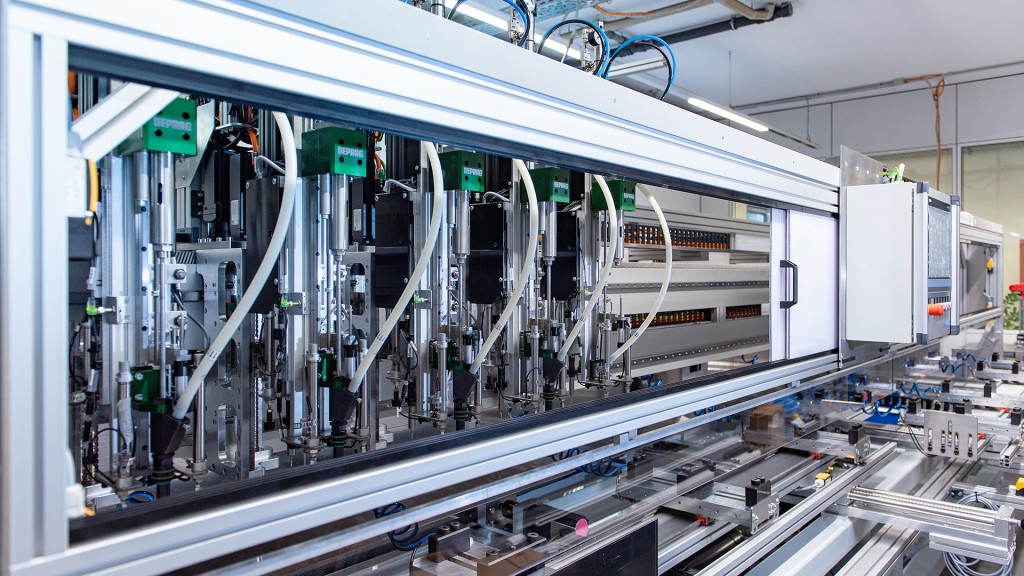
Die Anlage führt die Schrauben automatisch zu und verschraubt pneumatisch. Dazu ist der Automat mit fünf Montageköpfen ausgestattet, die auf einer Zahnstange unabhängig voneinander in X-Richtung verfahren. „Jeden Kopf haben wir mit einer Z- und einer Bohrachse ausgerüstet“, sagt Wittenauer. Für die X-Achse lieferte STÖBER Zahnstangentriebe der Baureihe ZVPE sowie Synchron-Servomotoren des Typs EZ. Für die Z-Achse kommen ebenfalls EZ-Motoren mit Spindeltrieb zum Einsatz. Damit die fünf Köpfe auf der Zahnstange nicht miteinander kollidieren, haben die STÖBER-Ingenieure einen dreifachen Kollisionsschutz implementiert – die Steuerung überwacht die Positionen zueinander, bei jeder X-Achse wurden die Software-Endschalter mit dem zulässigen Verfahrbereich parametriert, und zusätzlich befindet sich an jedem Kopf ein mechanischer Sicherheitsschalter.
Für die Bohrspindel sollte ein möglichst kompakter Motor mit wenig Eigengewicht verbaut sein. „Damit können wir die zu bewegende Masse der fünf Achsen gering halten und so eine sehr schnelle Positionierung erreichen“, beschreibt Wittenauer. Neben Bohren sollte auch anschließend noch Senken möglich sein. Hierfür sind hochdynamische Motorregelungen erforderlich. STÖBER lieferte den LeanMotor (LM). Mit dieser Neuentwicklung lassen sich Drehzahl und Drehmoment stufenlos vom Stillstand bis zur Maximaldrehzahl bei voller Drehmomentkontrolle regeln – dabei arbeitet der LM komplett encoderlos. Die Lösung ist bei gleicher Leistung deutlich leichter und kompakter als ein Asynchron- und günstiger und robuster als ein Servoantrieb. Mit Wirkungsgraden bis zu 96 Prozent erreichen die Motoren die Effizienzklasse IE5. ROMA profitiert damit von geringerem Energiebedarf und der langen Lebensdauer. Jeder Kopf besitzt drei Motoren, die sich so sehr eng platzieren lassen. „Da unser LeanMotor ohne Encoder auskommt, ist auch nur ein Standard-Leistungskabel ohne zusätzliche Adern oder Schirmung erforderlich“, erläutert Wittenauer.
Zuverlässig im Hintergrund
STÖBER hat die Motoren mit neun Doppelachsreglern aus der Baureihe SI6 kombiniert. Diese hochdynamische Lösung für bessere Kontrolle arbeitet auch bei anspruchsvollen Bewegungen zuverlässig im Hintergrund. Integriert sind die Sicherheitsfunktionen STO (Safe Torque Off) und SS1 (Safe Stopp 1), zertifiziert nach EN 13849-1 (PL e, Kat. 4). „Konzipiert ist der nur 45 Millimeter schmale Antriebsregler als Anreihgerät“, sagt Wittenauer. „Ein einzelner Antriebsregler kann bis zu zwei Achsen regeln. Durch eine Aneinanderreihung mehrerer Regler lässt sich die Anzahl der anzusteuernden Achsen frei skalieren.“ Die Installation der einzelnen Komponenten ist praktisch gelöst: Die patentierten Quick-DC-Link-Module ermöglichen das simple Einklicken von Standardkupferschienen zur Energieverteilung sowie die leichte Montage der Antriebsregler. STÖBER unterstützt zudem die Kommunikation über das Ethernet-basierte Feldbussystem PROFINET®.
Als Partner hat STÖBER aber nicht nur die passenden Komponenten geliefert. „Wir kümmerten uns auch um die mechanische Auslegung und Dimensionierung“, sagt Guido Wittenauer. Die Unterstützung des Antriebsspezialisten begann schon in der Angebotsphase. Gemeinsam besprachen beide Seiten die kritischen Punkte und arbeiteten diese Schritt für Schritt ab. „Die Idee, dass bei der X-Achse der Motor mit Getriebe und Zahnrad mit Schrägverzahnung eine Einheit bildet, entwickelten wir gemeinsam bei den Projektgesprächen“, sagt Geschäftsführer Gallenbach. Bei der Zusammenarbeit half natürlich die räumliche Nähe und der gute persönliche Kontakt zwischen beiden Firmen. Die Parametrierung der Achsen für eine bessere Kontrolle konnte somit auch unkompliziert vor Ort erfolgen. „Die Auslegung unseres gesamten Maschinenkonzepts basiert auf den Berechnungen unter anderem der Motortechnik“, sagt Gallenbach. „Würde hier ein Fehler in der Auslegung ohne entsprechendde Kontrolle auftreten, könnte dies die gesamte Automatisierung gefährden.“ Und ROMA? Der Hersteller von Sonnenschutzsystemen kann nun deutlich prozesssicherer fertigen – ganz ohne Nacharbeit.
Bildnachweis: STÖBER Antriebstechnik GmbH + Co. KG
Pressekontakt, Redaktion / Marktübersichten:
Bitte beachten Sie die geänderten Zuständigkeiten für die Bereiche PR & Media:
STÖBER Antriebstechnik GmbH + Co. KG
Silvia Feder
Kieselbronner Str. 12
75177 Pforzheim │ Deutschland
Fon: +49 7231 582-1660
silvia.feder@stoeber.de
www.stoeber.de
Media:
STÖBER Antriebstechnik GmbH + Co. KG
Solveig Moll
Kieselbronner Str. 12
75177 Pforzheim │ Deutschland
Fon: +49 7231 582-1183
solveig.moll@stoeber.de
www.stoeber.de
Bitte senden Sie ein Belegexemplar an unsere Agentur:
a1kommunikation Schweizer GmbH
Eva Neubert
Projektmanagement│Kundenbetreuung
Oberdorfstr. 31A
70794 Filderstadt│Deutschland
Fon: +49 711 945 416-27
eva.neubert@a1kommunikation.de
www.a1kommunikation.de
Kontaktdaten zur länderspezifischen Veröffentlichung:
STÖBER Antriebstechnik GmbH + Co. KG
Kieselbronner Str. 12
75177 Pforzheim | Deutschland
Fon: +49 7231 582-0
sales@stoeber.de
www.stoeber.de
STÖBER Antriebstechnik GmbH
Hauptstraße 41a
4663 Laakirchen | Österreich
Fon: +43 7613 7600-0
sales@stoeber.at
www.stoeber.at