Komplettpaket mit Flexibilitätsgarantie
DEMERO Automation Systems hat ein Drei-Achsen-CNC-System als Komplettpaket entwickelt, das bei der Fertigung von unterschiedlichen Klimafiltern Dichtungsmasse dosiert aufträgt.
Dabei erkennt die Anlage eigenständig verschiedene Bauteilformen und reagiert flexibel auf unterschiedliche Kurvenprofile. Für diese präzisen Prozesse setzt der Maschinenbauer auf ein komplettes Automationssystem von STÖBER – bestehend aus Steuerung, Antriebsreglern und Servomotoren. Der Kunde, der diese Anlage im Einsatz hat, kann damit seine Fertigungsleistung um bis zu 30 Prozent steigern.
Klimafilter in der Automobilindustrie befreien die von den Doppelradialgebläsen angesaugte Luft von Feststoffen wie Pollen, Sporen und Rußpartikeln. Ein Filter besteht in der Regel aus einem gefalteten Filtermedium und einem Rahmen, der den Filter im Luftkasten fixiert und abdichtet. Zu den führenden Herstellern von Klimakompressoren und -Filtern gehört die japanische Sanden Holdings Corporation mit Sitz in Isesaki und Tokio. Um Kunden in Europa schnell beliefern und zuverlässig unterstützen zu können, hat der Automobilzulieferer mit der Sanden Manufacturing Poland auch in Polkowice eine Niederlassung. Hier stehen seit 2017 Montagelinien für Heizungs-, Lüftungs- und Klimaanlagen für Lkw. Zu den Kunden gehören unter anderem der schwedische Nutzfahrzeughersteller Scania AB und der niederländische Lkw-Produzent DAF.
Um bei der Herstellung Dichtungsmasse zwischen Filtermedium und Rahmen aufzutragen, setzte das Werk in Polkowice bisher auf Handpistolen. Der Nachteil dieser Methode: eine unzureichende Schnelligkeit sowie keine konstante Auftragsqualität. Ziel war demnach, diesen Fertigungsschritt zu automatisieren und so die Filterproduktion zu steigern. Für die Entwicklung der erforderlichen Anlage beauftragte Sanden Manufacturing Poland die DEMERO Automations Systems mit Sitz im polnischen Wrocław (Breslau). Das Unternehmen entwickelt und vertreibt Roboter- und Mehrachslösungen für verschiedene Anwendungen wie Messen, Palettieren, Drucken, Löten, Sortieren – und Dosieren.
Steuerung und Antriebstechnik im Fokus
„Konkret soll unsere Anlage zwei unterschiedlich geformte Filterteile, die sich in einer Form befinden, eigenständig erkennen, die Dichtungsmasse dosiert auftragen und zwischen den beiden verschiedenen Kurvenprofilen automatisch umschalten können“, beschreibt Darius Nosiadek, Geschäftsführer bei DEMERO die Anforderungen. „Der Themenkreis Steuerung und Antriebstechnik steht dabei im Fokus.“ DEMERO ist Vertriebspartner der STÖBER Antriebstechnik GmbH + Co. KG aus Pforzheim, Hersteller und Entwickler von Automatisierungslösungen und antriebstechnischer Komponenten wie Getriebe, Motoren, Antriebsregler und Motion Controller. Deswegen war für den Maschinenbauer von vornherein klar, dass er auch bei dieser Anwendung auf STÖBER setzt. „Mit diesen Komponenten können wir die ganz spezifische Lösung sicher umsetzen“, sagt er.
DEMERO entwickelte ein CNC-System mit drei Achsen in Gantry-Bauweise. Der Arbeitsraum beträgt X = 500, Y = 500 und Z = 200 Millimeter, die Positioniergenauigkeit liegt bei ± 0,01 Millimeter und die maximale lineare Geschwindigkeit bei 250 Millimetern in der Sekunde. Der Kopf dieser Maschine lässt sich flexibel an entsprechende Kundenanforderungen anpassen – beispielsweise um je nach Einsatz eine Saugvorrichtung oder einen Greifer anzubringen. Viel Wert legten die Ingenieure auf die Gesamtperformance, um Präzision und Wiederholgenauigkeit sicherzustellen. „Für uns war es wichtig, mit STÖBER einen kompetenten Partner mit einem lückenlosen Produktprogramm an der Seite zu wissen“, betont Nosiadek.
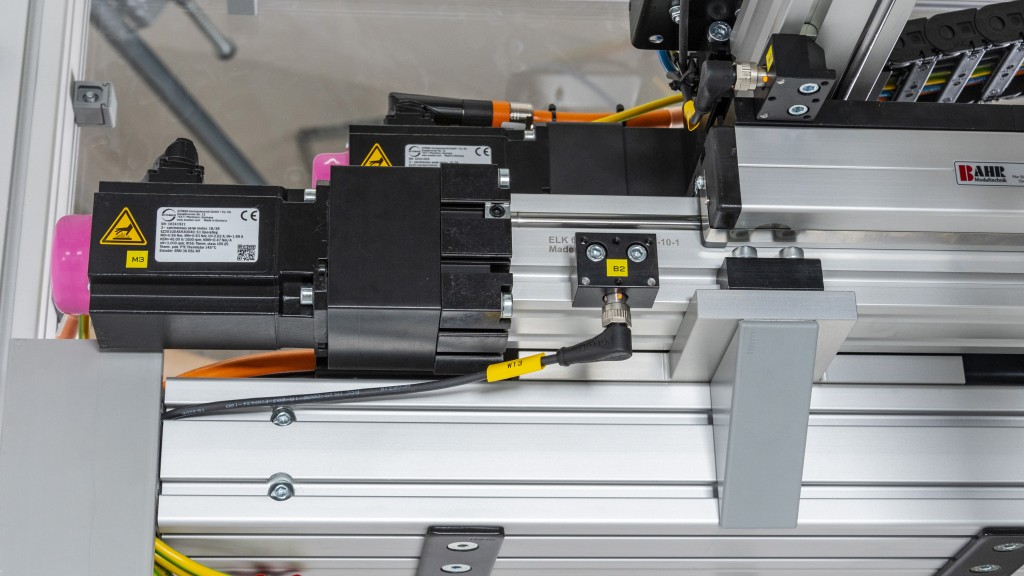
Zu den eingesetzten STÖBER Komponenten im Komplettpaket von DEMERO gehören Synchron-Servomotoren des Typs EZ, die direkt mechanisch mit der Spindel der Linearachse verbunden sind. „Die hohe Auflösung der Motorencoder sowie die schnelle Prozessdatenübertragung mittels EtherCAT sorgen für eine sehr hohe Positionier- und Wiederholgenauigkeit im System“, sagt Daniel Lohse, Director Business Development EMEA bei STÖBER. Für eine einfache und schnelle Montage ist im Motor ein HIPERFACE DSL Absolutwertencoder integriert. Der Spezialist bietet damit eine komfortable One Cable Solution (OCS), die in einer Maschine als Komplettpaket mit wenig Platz absolut erforderlich ist.
Zuverlässig im Hintergrund
„Wir haben den Motor mit dem Antriebsregler aus unserer Baureihe SI6 kombiniert“, beschreibt Daniel Lohse. Diese hochdynamische Lösung arbeitet auch bei anspruchsvollen Bewegungen unbemerkt und zuverlässig im Hintergrund. Integriert sind die Funktionen STO (Safe Torque Off) und SS1 (Safe Stopp 1). In der Baureihe SI6 sind diese nach EN 13849-1 zertifiziert und lassen sich ohne produktionsunterbrechende Funktionstests nutzen. „Konzipiert ist der nur 45 Millimeter schmale Antriebsregler als Anreihgerät“, sagt Lohse. „Ein einzelner Antriebsregler SI6 kann bis zu zwei Achsen regeln. Durch eine Aneinanderreihung mehrerer Regler lässt sich die Anzahl der anzusteuernden Achsen frei skalieren.“ Die Installation der einzelnen Komponenten erfolgt denkbar einfach. Die patentierten Quick DC-Link-Module ermöglichen das simple Einklicken von Standardkupferschienen zur Energieverteilung sowie die einfache Montage und den Anschluss der Antriebsregler.
Die Steuerung übernimmt bei dieser Anlage der STÖBER Motion Controller MC6. Dieser eignet sich für die taktsynchrone Ansteuerung über EtherCAT. Der Controller dient zudem als gesamte Mensch-Maschine-Schnittstelle. Durch die Verwendung der Entwicklungsumgebung AutomationControlSuite AS6 sind offene Motion-Control-Systemkonzepte möglich (IEC 61131-3). Der MC6 ist damit in der Lage, auch die Maschinensprache G-Code zu verstehen und auszuführen, in der die Bewegungsbahn gespeichert ist. Der Anwender kann die Anlage aber auch direkt nach dem Punkt-zu-Punkt-Prinzip positionieren. „Alle Berechnungen für die Bahnplanung und Interpolation der drei Achsen erfolgen zentral“, erläutert Nosiadek von DEMERO. Mit dem MC6 lässt sich die Kurvenform flexibel an die Formen der Filterteile anpassen. Über das 15-Zoll-Touch-Panel kann der Anwender die Maschine direkt bedienen und die angezeigten Informationen nutzen. Eine Sprachumschaltung ist ebenso enthalten wie eine Benutzerverwaltung. Letztere sorgt dafür, dass der Mitarbeiter die Maschine mit auf ihn angepassten Einstellungen und Eingriffsmöglichkeiten handhaben kann.
„Unsere Entwicklungsumgebung AutomationControlSuite AS6 umfasst alle in CODESYS V3 enthaltenen Funktionen für Motion Control“, erläutert Lohse. Für die Programmerstellung stehen hochleistungsfähige Drive&Motion-Bibliotheken zur Verfügung, mit denen sich die Anwendung mit deutlich reduziertem Programmieraufwand umsetzen lässt.
Präzise im Einsatz
Nosiadek von DEMERO zeigt auf die Anlage: „Als Speicher für die Dichtungsmasse dient eine Kartusche, die für etwa 100 Filter reicht. Diese muss der Bediener von Hand tauschen“, beschreibt er. „Auf Wunsch des Kunden haben wir keine zentrale Zuführeinheit eingebaut. Die Menge des Dichtungsmaterials wird durch Druckluft geregelt.“ Abhängig ist diese von der Geschwindigkeit des Auftragens und dem Abstand zur auftragenden Fläche. Die Maschine erkennt die zwei unterschiedlichen Formen der Filterteile automatisch. Die Steuerung schaltet dementsprechend selbstständig hin und her.
Das neue Drei-Achs-System im Komplettpaket des Maschinenbauers ist bei der Sanden Manufacturing Poland nun rund um die Uhr an sieben Tagen in der Woche im Einsatz. Das Werk konnte damit seine Filter-Fertigung um bis zu 30 Prozent steigern. Und weil STÖBER alles aus einer Hand geliefert hat, lässt sich der Kreis der Ansprechpartner hinsichtlich Problemstellungen möglichst klein halten. Damit ist ein zuverlässiger Betrieb jederzeit sichergestellt.


Bildnachweis: STÖBER Antriebstechnik GmbH + Co. KG, DEMERO
Bitte senden Sie ein Belegexemplar an unsere Agentur:
a1kommunikation Schweizer GmbH
Eva Neubert
Projektmanagement│Kundenbetreuung
Oberdorfstr. 31A
70794 Filderstadt│Deutschland
Fon: +49 711 945 416-27
eva.neubert@a1kommunikation.de
www.a1kommunikation.de
Kontaktdaten zur länderspezifischen Veröffentlichung:
STÖBER Antriebstechnik GmbH + Co. KG
Kieselbronner Str. 12
75177 Pforzheim | Deutschland
Fon: +49 7231 582-0
sales@stoeber.de
www.stoeber.de
STÖBER Antriebstechnik GmbH
Hauptstraße 41a
4663 Laakirchen | Österreich
Fon: +43 7613 7600-0
sales@stoeber.at
www.stoeber.at